双金属复合管新闻
2025中国海洋经济博览会《新品技术发布会》发布题目:海洋油气输送用厚壁海底管与双金属复合管解决方案 发布人:中油宝世顺(秦皇岛)钢管有限公司-周岩
2025-12-04
近年来,双金属复合管在国内海洋油气集输管道实现了大面积推广应用,不仅实现了海洋复合管的国产化制造,也突破了海洋复合管全自动焊接技术,海上全自动焊接的效率和质量已达到国际先进水平,但仍有很多技术工作有待完善改进,主要体现在:
2024-03-15
目前,针对油气输送管道的腐蚀控制措施主要有以下四类:①使用碳管材并加注缓蚀剂;②使用有机内涂层管材;③使用不锈钢或耐蚀合金管材;④使用双金属复合管。这四类防腐蚀控制措施在实际应用中各有其优缺点。
2024-03-14
复合管在海上油气田应用中与陆地油气田有所不同,复合管在海上油气田安装中对管材弯曲性能有特殊要求。海上铺管船施工时,管道必须先后经历上部高弯曲和下部高弯曲才能到达海床,在这个过程中,管道会承受两次不同方向的弯曲,同时受弯矩、轴向拉力和海水拖拽力共同作用。弯曲加载历程对单一材料管道结构完整性影响不大,但对于机械结合复合管的衬里层可能会造成损伤,为了避免反复弯曲后造成基管/衬里层结合面分离,引起衬里层发生鼓包失效,需要模拟管道实际安装条件,确定出管道衬管与基管脱离时的最小弯曲半径,确保铺设时弯曲半径不大于该
2024-03-14
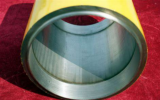
热挤压复合法 热挤压一般是针对双金属管坏进行的,称为复合热挤压。日本制钢所最早利用这种方法生产203.2mm (8in) 以下的双金属复合管。它是将两种以上的金属组成的一个较大直径复合管坯加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。另一种工艺是将实心的不锈钢或耐蚀合金锻坯通过紧配合置于基管管坯内,采用生产单种金属不锈钢管同样的方法,即用同样的热挤压工艺和冷
2024-03-14
堆焊法 堆焊是较早使用的制作复合金属的方法。采用堆焊方法直接制造复合管,除了考虑稀释率和熔敷率,还要考虑到设备的可达性以及堆焊层的最小厚度(不能太大)。堆焊界面为完全冶金结合,熔敷率高,成材率高,工艺流程短。缺点是:生产率较低,生产成本高,可生产的材料组合仅限于熔化焊下具有相容性的材料。目前堆焊工艺常被用于机械复合管端部内表面,以便于提高机械结合复合管的可靠性及现场焊接质量与效率。
2024-03-12
冶金复合板(卷)成型焊接法 采用预制成的冶金复合板,用类似于生产普通直缝焊管和螺旋焊管的方法,生产双金属直缝焊管和螺旋焊管。日本制钢所和NKK钢管公司于1997年采用复合钢板,用UOE 法生产了直径大于8in的双金属复合焊管。复合板(卷)成型焊接法制造双金属管的优点是基管与内覆层间的冶金结合非常好,生产效率高,可作为弯管或管件母管。缺点是管体焊缝长,小口径成型困难。目前,国内企业河北沧海重工股份有限公司与郑州万达管件制造有限公司均采用四川惊雷科技股份有限公司生产的复合板制造冶金复合管,管径最小400mm,
2024-03-12
机械拉拔法与机械旋压法 机械拉拔法是将预加工好的薄壁不锈钢或耐蚀合金衬管轧制成异形管,使管径缩小,然后套入基管内,用一拉挤模放置在衬管一端内做轴向扩挤动作,衬里与基管均产生塑性变形,使衬管贴合于基管内表面。另一种拉拔法是用大小不同的锥形拉挤模穿入内管,外部动力通过拉杆带动拉挤模向管材做相对移动,对内管完成轴向扩径挤压的过程,达到内管与基管紧密的机械结合。由于机械拉拔法的模具表面与管材的表面全面接触,在拉拔过程中摩擦阻力大,会对衬管内表面造成机械损伤。另外,在拉拔后一般都还要辅以缩径或扩径加工。机械旋压法是
2024-03-11
水下爆燃合法是水压复合工艺的一种延伸,它利用液压动力管产生的瞬间化学能以爆轰波的形式通过水传递给衬管,使衬管发生扩径塑性变形,基管发生弹性变形,爆轰完成后,基管的回弹量大于衬管,从而使基管与衬管紧密贴合,达到过盈复合状态。西安向阳航空材料股份有限公司采用该工艺生产了X65/316L双金属复合管。该工艺由西安向阳航材公司自主开发,制造的产品在国内外陆地和海洋油气田集输系统获得广泛应用。
2024-03-11
水压法 首先将不锈钢或耐蚀合金加工成焊管或无缝管作为衬管,将衬管与基管经表面处理后装配在一起,然后采用水压机对衬管加压。随着管内压力升高,衬管由弹性变形状态进入塑性变形状态,并紧贴基管。当管内压力达到一定值时,基管发生弹性变形,两管紧密贴合在一起。当管内压力卸除后,基管弹性回复大于衬管的弹性回复,内外管紧密贴合。水压复合法接触压力分布均匀,便于控制,衬管表面无擦伤和机械破坏。德国 Butting、英国 Proclad、浙江久立特材科技股份有限公司、西安向阳航天材料股份有限公司、上海海隆防腐技术工程有限公司
2024-03-11